

水泥厂开式齿轮润滑案例
某水泥厂的风扫煤磨(球磨机)使用某种重负荷开式齿轮油后,齿轮齿面光滑没有油膜形成,并伴有齿轮表面温升过快的现象,立即寻求供应厂商解决问题。
问题:
该风扫煤磨生产厂家为国内某厂家生产,尺寸为:Φ3.8*7.75+3.5,磨机转速16.7 r/min,生产能力:41t/h,采用边缘传动;换用该种开式齿轮油(一种非溶剂、非沥青型产品,100℃运动黏度约220 mm2/ s )运转2个小时后,温度升高20℃;观察开式齿轮表面,大、小齿轮啮合后,大齿轮表面几乎无润滑油残留。而原来使用沥青型开式齿轮润滑剂时,没有此现象。但由于沥青型开式齿轮润滑剂存在冬季流动性差、夏季易流失泄漏等种种弊端,逐渐被淘汰。
值得注意的是,在该厂回转窑开式齿轮装置上也同样使用了该种非溶剂、非沥青型开式齿轮油,却一直润滑良好。
分析:
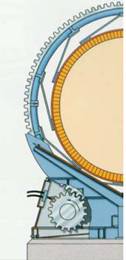
风扫煤磨球磨机真正需要润滑的地方是大小齿轮的啮合部位,要保证大小齿轮的啮合部位得到充分润滑,比较有效的方式就是给小齿轮以充足的、合适的润滑剂产品。国内常见的风扫煤磨的运转方式如下图中的1-a。
图1. 风扫煤磨与回转窑边缘传动的润滑示意图
与回转窑边缘传动的油池润滑方式相比,图1-a中的风扫煤磨润滑油池结构存在一些缺陷:
1.可靠性差。大齿轮由大齿轮旋转,携带油品去润滑小齿轮,大小齿轮啮合时,小齿轮起到刮油的作用,会使开式齿轮润滑剂流下来,如果油位偏低,大齿轮从油池带上的润滑油不充足,就无法在大小齿轮的啮合部位形成足够的油膜厚度,造成齿面磨损。
2.消耗油品多。由于开式齿轮油油品本身黏度很大,油箱中很多部位的油品其实并不运动,处在静止的状态,起不到任何作用。
而图1-b中的水泥回转窑生产线的开式齿轮润滑方式是在小齿轮处有油池,由小齿轮旋转带油进入大小齿轮啮合部位,啮合部位容易得到充分的润滑,这时只需一个很小的油箱即可。并且此方式消耗油品量不大。
改进:
针对以上分析:供应厂商提出有3种改进建议可供选择:
1. 加大油池底部的润滑剂量,保证球磨机大齿轮旋转表面携带的润滑油的油量,使大小齿轮啮合过程中,啮合部位有充足的润滑剂。
2. 增加档板,如图2-a所示,保证小齿轮得到足够的润滑油。啮合时,小齿轮处充足的润滑剂会保证供给到大小齿轮啮合处。
3. 改变润滑方式,由油池润滑向喷雾润滑方式转变。目前国内的球磨机润滑方式逐渐在向喷雾润滑方式转变,这种转变即可以减少润滑剂的消耗量,也能保证齿轮啮合处的润滑供给。(见图2-b)
问题:
该风扫煤磨生产厂家为国内某厂家生产,尺寸为:Φ3.8*7.75+3.5,磨机转速16.7 r/min,生产能力:41t/h,采用边缘传动;换用该种开式齿轮油(一种非溶剂、非沥青型产品,100℃运动黏度约220 mm2/ s )运转2个小时后,温度升高20℃;观察开式齿轮表面,大、小齿轮啮合后,大齿轮表面几乎无润滑油残留。而原来使用沥青型开式齿轮润滑剂时,没有此现象。但由于沥青型开式齿轮润滑剂存在冬季流动性差、夏季易流失泄漏等种种弊端,逐渐被淘汰。
值得注意的是,在该厂回转窑开式齿轮装置上也同样使用了该种非溶剂、非沥青型开式齿轮油,却一直润滑良好。
分析:
风扫煤磨球磨机真正需要润滑的地方是大小齿轮的啮合部位,要保证大小齿轮的啮合部位得到充分润滑,比较有效的方式就是给小齿轮以充足的、合适的润滑剂产品。国内常见的风扫煤磨的运转方式如下图中的1-a。
 |
 |
|
图1-a. 风扫煤磨的润滑示意图(从这个正方向看,为逆时针旋转)
|
图1-b.水泥生产线回转窑边缘传动的油池润滑方式(从这个正方向看,为顺时针旋转)
|
图1. 风扫煤磨与回转窑边缘传动的润滑示意图
与回转窑边缘传动的油池润滑方式相比,图1-a中的风扫煤磨润滑油池结构存在一些缺陷:
1.可靠性差。大齿轮由大齿轮旋转,携带油品去润滑小齿轮,大小齿轮啮合时,小齿轮起到刮油的作用,会使开式齿轮润滑剂流下来,如果油位偏低,大齿轮从油池带上的润滑油不充足,就无法在大小齿轮的啮合部位形成足够的油膜厚度,造成齿面磨损。
2.消耗油品多。由于开式齿轮油油品本身黏度很大,油箱中很多部位的油品其实并不运动,处在静止的状态,起不到任何作用。
而图1-b中的水泥回转窑生产线的开式齿轮润滑方式是在小齿轮处有油池,由小齿轮旋转带油进入大小齿轮啮合部位,啮合部位容易得到充分的润滑,这时只需一个很小的油箱即可。并且此方式消耗油品量不大。
改进:
针对以上分析:供应厂商提出有3种改进建议可供选择:
1. 加大油池底部的润滑剂量,保证球磨机大齿轮旋转表面携带的润滑油的油量,使大小齿轮啮合过程中,啮合部位有充足的润滑剂。
2. 增加档板,如图2-a所示,保证小齿轮得到足够的润滑油。啮合时,小齿轮处充足的润滑剂会保证供给到大小齿轮啮合处。
3. 改变润滑方式,由油池润滑向喷雾润滑方式转变。目前国内的球磨机润滑方式逐渐在向喷雾润滑方式转变,这种转变即可以减少润滑剂的消耗量,也能保证齿轮啮合处的润滑供给。(见图2-b)
 |
 |
|
图2-a. 增加档油板,保证小齿轮始终能够得到润滑剂的供给(小齿轮下端红色线条为档板)
|
图2-b. 开式齿轮润滑剂的自动喷雾润滑装置,喷嘴对准小齿轮
|
图2. 开式齿轮润滑改进措施
权衡各种因素,水泥厂最终选择了提高油池中的开式齿轮润滑油液位的办法,效果明显。保证了大齿轮的润滑剂携带量,使大小齿轮啮合部位得到充分的润滑,球磨机工作正常。( 申宝武)
信息来源:
2011-03-06