

2001年4月,长城JZEP脲基润滑脂在某钢厂CSP连铸机上连续使用二十多个月,未出现结碳、堵塞管路及乳化现象;且泵送性能良好,轴承拆检中供脂到位、脂量饱满;轴承等部位润滑状况良好。该钢厂CSP连铸机工况特点如下:
1. 该钢厂CSP连铸机工况特点
连铸机各部位润滑脂的选择是根据其工况条件的特点选定的,合理润滑是润滑脂选用的原则。下面我们重点分析一下该钢厂 CSP薄板坯连铸机的工况特点:
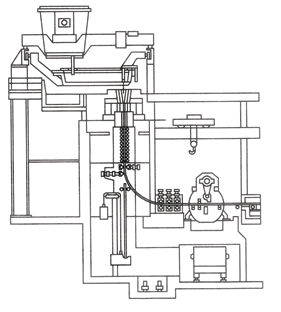
CSP连铸技术的主要特点是采用立弯式连铸机、漏斗形直结晶器、钢性引锭杆,具体参数如下:
表1 该钢厂CSP连铸机的主要参数
年产量 800000t
钢包容量 150t
拉速 4.0~6.0m/min
浇注厚度 50mm
浇注宽度 1000~1350mm
弯曲半径 3000mm
结晶器长度 1100mm
冶金长度 6340mm
图1 CSP连铸机示意图
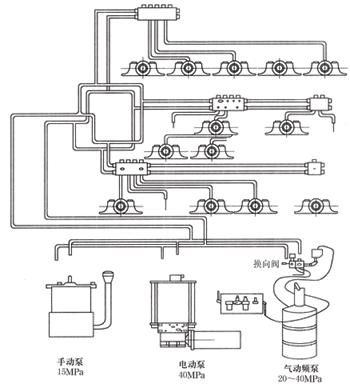
2 .该钢厂连铸机的润滑脂(通常称为干油)集中润滑系统
该钢厂CSP连铸机干油润滑系统共设五个干油站,为双线集中润滑系统,所润滑的部位是:
1号站:钢包回转台、中间包车
2号站:结晶器振动台、扇形1、2、3段
3号站:顶弯装置、拉矫机
4号站:摆动剪
5号站:备用
同时,这五个干油站共用一个供脂系统,要求使用同一品种和牌号的润滑脂。
图2 双线润滑系统
3. 该钢厂CSP连铸机各主要部位的工况条件:
①钢包回转台
钢包回转台的回转轴承、回转齿轮以及液压缸的球面轴承等部位都是干油集中润滑的。由于两个150吨的钢包分别悬挂于两侧的悬臂上,这些部位所承受的负荷比较大,温度不高,在60℃以下。
②结晶器振动台
结晶器振动台由液压缸来驱动,液压缸上与振动平台相连,下与座机连,直接把振动传递到结晶器。
液压缸上的球面轴承和振动装置的球面轴承组件都是采用干油集中润滑的,干油不仅用于润滑轴承,而且还用于防水,夹紧装置的弹簧组件是定期手动润滑的。
③扇形1、2、3段
为了防止铸坯鼓肚,辊子采用小辊密排的二分节和三分节辊,相邻两排辊子的分节辊交替布置。
辊子轴承的冷却没有专门的内冷水,二冷水来冷却。
尽管有冷却水的冷却,1100℃左右的板坯对轴承的辐射温度高达150~200℃。
所有轴承采取干油集中润滑。
④夹送辊与弯曲装置
铸坯出扇形段后,进入夹送辊顶弯装置,依靠液压,顶弯辊将铸坯与引锭杆分离,铸坯进入3m半径的弧形段,再通过拉矫机进行一点矫直。在夹送顶弯装置本体内安装有2对夹送辊,1根顶弯辊,1根支撑辊和1对引锭杆夹送辊。
夹送辊顶弯装置及拉矫装置均为内冷。同时,仍有二冷水冲洗到轴承。
辐射温度高达150~200℃。
所有轴承采取集中润滑形式润滑。
⑤拉矫机
拉矫机有4对辊,其中5个主动辊,3000mm的弯曲半径一直延伸到第2对辊,第2对到第3对辊使铸坯完全变为水平。
所有辊子和轴承座都用闭路机械水来内冷却,机架也是这样。除了内冷外,4个下辊还有外冷,从二冷水引出来的水经过喷嘴喷到下辊上进行外冷。
辐射温度高达150~200℃。
所有的轴承采取集中润滑形式润滑,轴承座的滑块采用手动润滑形式润滑。
⑥摆动剪
铸坯进入摆动剪后,在摆动剪处进行铸坯的切头或定尺铸坯剪切。通常铸坯在摆剪处的表面温度为950~1050℃。
干油的主要润滑部位:入口辊、夹送辊、压下辊、出口辊等的轴承以及导向刀架的滑道及其他部位。许多部位要承受冲击负荷。
摆动剪的所有辊采用的冷却方式为内冷。
所有轴承及摆动架的导向滑道等部位的润滑采用集中润滑,有一些部位采用手动润滑。
同样,这些润滑部位存在高温辐射达150~200℃。